
Lithography Printing Process
a video demonstrating the clear production of mass printing with cmyk
Offset Lithographic Printing

Applications
Lithographic printing is well suited for printing both text and illustrations in short to medium length runs of up to 1,000,000 impressions. Typical products printed with offset printing processes include:
- General commercial printing Quick printing
- Newspapers Books
- Business Forms Financial and Legal Documents
- Offset Lithographic Printing Process Overview
Lithography is an "offset" printing technique. Ink is not applied directly from the printing plate (or cylinder) to the substrate as it is in gravure, flexography and letterpress. Ink is applied to the printing plate to form the "image" (such as text or artwork to be printed) and then transferred or "offset to a rubber "blanket". The image on the blanket is then transferred to the substrate (typically paper or paperboard) to produce the printed product.
On sheet-fed presses, the substrate is fed into the press one sheet at a time at a very high speed. Web fed presses print on a continuous roll of substrate, or web, which is later cut to size. There is a total of 3 types of offset printing: non-heatset sheetfed, heatset, and non-heatset web offset. The difference between heatset and non-heatset is primarily dependent on the type of ink and how it is dried.

The Lithographic Printing Process
As the plate cylinder rotates, the plate comes in contact with the dampening rollers first. The dampening rollers wet the plate so the non-printing areas repel ink. Then the inking rollers transfer ink to the dampened plate, where ink only adheres to the image areas. The inked image is transferred to the rubber blanket, and the substrate is printed as it passes between the blanket and impression cylinder.
There are three basic lithographic press designs: unit-design, common impression cylinder design, and blanket-to-blanket design. The unit-design press is a self-contained printing station consisting of a plate cylinder, a blanket cylinder, and an impression cylinder. Two or more stations may be joined to perform multi-color printing. A common impression cylinder press consists of two or more sets of plate and blanket cylinders sharing a common impression cylinder. This allows two or more colors to be printed at a single station. A blanket-to-blanket press consists of two sets of plate and blanket cylinders without an impression cylinder. The paper is printed on both sides simultaneously as it passes between the two blanket cylinders (Field).
The major unit operations in a lithographic printing operation include:
- Image preparation
- Processing printing plates
- Printing
- Finishing
- Image Preparation of Lithographic Printing Plates
Image preparation begins with camera-ready (mechanical) art/copy or electronically produced art supplied by the customer. Images are captured for printing by camera, scanner or computer. Components of the image are manually assembled and positioned in a printing flat when a camera is used. This process is called stripping. When art/copy is scanned or digitally captured the image is assembled by the computer with special software. A simple proof (brown print) is prepared to check for position and accuracy. When color is involved, a color proof is submitted to the customer for approval.
OFFSET LITHOGRAPHIC INKS
Linseed and rapeseed (canola) oil have been added to litho inks for years, but other vegetable oils like soybean oil are more frequently being used because of their lower VOC content, which helps eliminate smudging.
Heatset Inks are completely different from non-heatset inks and cannot be interchanged between the two types of presses. Heatset inks are quick drying inks for web printing. The solvents are vaporized as they pass through resins fixed to the paper in such a way that there is no chance for the ink to spread, smear, or soak into the paper. Heatset presses are equipped with a drier, and a chilling system to cool the heated resins and set the image. Heatset inks emit a significantly greater amount of VOC as compared to non-heatset lithographic inks. Therefore most heatset presses are also equipped with pollution control equipment such as a thermal oxidizer or after burner to destroy the high volumes of VOCs that are being emitted from these inks.
Ultraviolet (UV) and Electron Beam (EB) curable inks are also available for litho printing, but the press must be properly equipped to run these types of inks. The use of UV curable inks is on the rise, particularly for the application of overprint coatings.
One advantage of low VOC content is the ability to operate presses at comparable speeds to conventional inks, versus the slow drying and slow press speeds associated with water-based coatings.
One disadvantage is equipment can be costly and is still in the development stage, and the inks and coatings may cost as much as three times the price of conventional coatings.
Electron beam curing inks make a good alternative to U.V. inks because they are less costly and less reactive materials can be used. They also require less energy than U.V. curing inks. The down side of E.B. curing inks is the capital costs to outfit a press. Additionally, EB inks, like UV inks, can be a skin irritant. The inks, if exposed to sensitive skin or left on skin, may cause dermatitis and could even cause chemical burns.
http://www.pneac.org/printprocesses/lithography
Lithography is mainly used by commercial printers, printing companies that will print thousands of copies of the same item, in one production run. Lithography machines can print on both sides of paper/card and they rely on four basic colours; yellow, cyan (type of blue), magenta (type of red) and black. This is also known as the CYMK process.
| |
Example of Lithography as used in the packaging industry
| |
1. The printing plate has the image to be printed, in relief, on its surface (the image stands out slightly from the printing plate surface).
2. The printing plate is kept dampened. Ink is applied to the plate but it is repelled from the dampened surfaces which are the non-image areas.
3. As the printing cylinder rotates the ink is transferred to the rubber blanket cylinder.
4. The ink, now on the rubber blanket cylinder, is pressed onto the paper or card as it is pulled through the machine. (The paper is trapped between the blanket cylinder and the impression cylinder - these pull the paper through the machine)
| |
With some modern lithography printing machines the image is put onto the printing plate by shining ultra violet light through a negative (similar to a photograph negative). The plate is coated with a chemical which allows the ink (made from oil) to attach to the image area.
If different colours are needed for the final print - the same card/paper will be sent through the machine and each time different negatives and colours will be applied. This is done until the print, which may be a poster, is completed.
|
http://www.technologystudent.com/designpro/prtpro5.html
Advantages of offset printing compared to other printing methods include:
- Consistent high image quality. Offset printing produces sharp and clean images and type more easily than letterpress printing because the rubber blanket conforms to the texture of the printing surface.
- Quick and easy production of printing plates.
- Longer printing plate life than on direct litho presses because there is no direct contact between the plate and the printing surface. Properly developed plates used with optimized inks and fountain solution may achieve run lengths of more than a million impressions.
- Cost. Offset printing is the cheapest method for producing high quality prints in commercial printing quantities.
- A further advantage of offset printing is the possibility of adjusting the amount of ink on the fountain roller with screw keys. Most commonly, a metal blade controls the amount of ink transferred from the ink trough to the fountain roller. By adjusting the screws, the gap between the blade and the fountain roller is altered, leading to the amount of ink applied to the roller to be increased or decreased in certain areas. Consequently the density of the colour in the respective area of the image is modified. On older machines the screws are adjusted manually, but on modern machines the screw keys are operated electronically by the printer controlling the machine, enabling a much more precise result.
Disadvantages of offset printing compared to other printing methods include:
- Slightly inferior image quality compared to rotogravure or photogravure printing.
- Propensity for anodized aluminum printing plates to become sensitive (due to chemical oxidation) and print in non-image/background areas when developed plates are not cared for properly.
- Time and cost associated with producing plates and printing press setup. As a result, very small quantity printing jobs may now use digital offset machines.
http://en.wikipedia.org/wiki/Offset_printing
Flexographic presses are capable of producing good quality impressions on many different substrates and is the least expensive and simplest of the printing processes used for decorating and packaging printing. The use of flexographic printing presses is on the rise. There are two primary reasons for this: 1) it is a relatively simple operation; and 2) it is easily adapted to the use of water-based inks. The widespread use of water-based inks in flexographic printing means a large reduction in VOC emission compared to the heatset web or gravure printing processes.
Publication flexography is used mainly in the production of newspaper, comics, directories, newspaper inserts, and catalogs. Packaging flexography is used for the production of folding cartons, labels, and packaging materials. Large quantities of inks are used during normal runs on flexographic presses; however, some printers are able to recycle a majority of their spent inks and wash waters. Major chemicals used in flexography include platemaking solution, water and solvent based inks, and blanket/roller cleaning solvents.
Flexography is a form of rotary web letterpress, combining features of both letterpress and rotogravure printing, using relief plates comprised of flexible rubber or photopolymer plates and fast drying, low viscosity solvent, water-based or UV curable inks fed from an "anilox" or two roller inking system. The flexible (rubber or photopolymer) plates are mounted onto the printing cylinder with double-faced adhesive. Plates are sometimes backed with thin metal sheets and attached to the cylinder with fastening straps for close register or ink alignment. This adds additional cost to the plate and requires more makeready time, but when quality printing is critical this type of plate can make the difference.

Image preparation begins with camera-ready (mechanical) art/copy or electronically produced art supplied by the customer. Images are captured for printing by camera, scanner or computer. Components of the image are manually assembled and positioned in a printing flat when a camera is used. This process is called stripping. When art/copy is scanned or digitally captured the image is assembled by the computer with special software. A simple proof (brown print) is prepared to check for position and accuracy. When color is involved, a colour proof is submitted to the customer for approval.
http://www.pneac.org/printprocesses/flexography/#Finishing
Brief Overview of the Printing Process
1. Fountain Roller
The Fountain Roller transfers the ink that is located in the ink pan to the second roller, which is the Anilox Roller.
The Fountain Roller transfers the ink that is located in the ink pan to the second roller, which is the Anilox Roller.
2. Anilox Roller
This is what makes Flexography unique. The Anilox Roller meters the predetermined ink that is transferred for uniform thickness. It has engraved cells that carry a certain capacity of inks that can only be seen with a microscope.
This is what makes Flexography unique. The Anilox Roller meters the predetermined ink that is transferred for uniform thickness. It has engraved cells that carry a certain capacity of inks that can only be seen with a microscope.
3. Plate Cylinder
The Plate Cylinder holds the printing plate, which is soft flexible rubber. Sticky 2-way tape is used to mount the plate to the Plate Cylinder.
The Plate Cylinder holds the printing plate, which is soft flexible rubber. Sticky 2-way tape is used to mount the plate to the Plate Cylinder.
4. Impression Cylinder
The Impression Cylinder applies pressure to the Plate Cylinder, where the image is transferred to the substrate.
The Impression Cylinder applies pressure to the Plate Cylinder, where the image is transferred to the substrate.
http://en.wikipedia.org/wiki/Flexography
videos demonstrating an flexographic printing of patterns on fabric and you can see the colour building up as it goes through the rollersROTOGRAVURE
a video demonstrating an industrial size rotogravure printing
Rotogravure process is an intaglio method of printing, meaning that the pictures, designs and words are engraved into the printing plate or printing cylinder. Acid is used to cut the images into the plate. Once the copy is photographed, positives are then made from the negatives. The images are transferred to the printing surface by use of carbon tissue covered with light-sensitive gelatin. The gelatin hardens based on the amount of light that passes through the positives. The plate or cylinder is then bathed in acid, which eats through the gelatin squares. On the printing press, the deepest cells retain the most ink and the darkest tones.
The earliest of card stock materials, including lobby cards, inserts and window cards, utilized this process until the 1920's. After this time, most of these materials were being printed using a new process known as photogelatin or collotype printing.
http://www.learnaboutmovieposters.com/newsite/index/articles/rotogravure.asp
Process
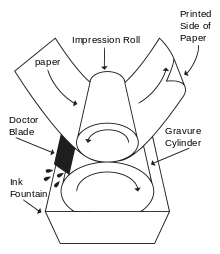
In direct image carriers such as gravure cylinders, the ink is applied directly to the cylinder and from the cylinder it is transferred to the substrate
While the press is in operation, the engraved cylinder is partially immersed in the ink fountain, filling the recessed cells. As the cylinder rotates, it draws ink out of the fountain with it. Acting as a squeegee, the doctor blade scrapes the cylinder before it makes contact with the paper, removing excess ink from the non-printing (non-recessed) areas and leaving in the cells the right amount of ink required: this tool is located quite close to the paper so that the ink left in the cells does not have enough time to dry. Next, the paper gets sandwiched between the impression roller and the gravure cylinder: this is where the ink gets transferred from the recessed cells to the paper. The purpose of the impression roller is to apply force, pressing the paper onto the gravure cylinder, ensuring even and maximum coverage of the ink. The capillary action of the substrate and the pressure from impression rollers force the ink out of the cell cavity and transfer it to the substrate (Figure 1). Then the paper goes through a dryer because it must be completely dry before going through the next color unit and absorbing another coat of ink.
Advantages
The rotogravure printing process is the most popular printing process used in flexible-packaging manufacturing, because of its ability to print on thin film such as polyester, OPP, nylon, and PE, which come in thicknesses of 10 to 30 micrometers.
Other appreciated features include:
- printing cylinders that can last through large-volume runs without getting worn out
- good quality image reproduction
- low per-unit costs running high volume production
[edit]Disadvantages
Shortcomings of the gravure printing process include:
- high start-up costs: hundreds of thousands of copies needed to make it profitable
- rasterized lines and texts
- use of chemicals in the ink.
http://en.wikipedia.org/wiki/Rotogravure
DIGITAL
Process
The main differences between digital printing and traditional methods such as lithography, flexography, gravure, or letterpress are that no need to replace printing plates in digital whereas in analog printing plates are continuously replaced, resulting in a quicker and less expensive turn around time, and typically a loss of some fine-image detail by most commercial digital printing processes. The most popular methods include inkjet or laser printers that deposit pigment or toner onto a wide variety of substrates including paper, photo paper, canvas, glass, metal, marble and other substances.
In many of the processes the ink or toner does not permeate the substrate, as does conventional ink, but forms a thin layer on the surface that may be additionally adhered to the substrate by using a fuser fluid with heat process (toner) or UV curing process (ink).
Applications
Digital printing has many advantages over traditional methods. Some applications of note include:
- Desktop publishing – inexpensive home and office printing is only possible because of digital processes that bypass the need for printing plates
- Variable data printing – uses database-driven print files for the mass personalization of printed materials
- Substrate Printing - printing to surfaces including, but not limited to: wood, aluminum, acrylic, plastic, PVC, ABS, polycarbonate, glass, crystal, stainless steel and ceramic tile.[5]
- Fine art – archival digital printing methods include real photo paper exposure prints and giclée prints on watercolor paper using pigment based inks.
- Print on Demand – digital printing is used for personalized printing for example, children's books customized with a child's name, photo books (such as wedding photo books), or any other short run books of varying page quantities and binding techniques.
- Advertising – often used for outdoor banner advertising and event signage, in trade shows, in the retail sector at point of sale or point of purchase, and in personalized direct mail campaigns.
- Photos – digital printing has revolutionized photo printing in terms of the ability to retouch and color correct a photograph before printing.
SCREEN



PAD





an industrial screen printer
Screen printing is a printing technique that uses a woven mesh to support an ink-blocking stencil. The attached stencil forms open areas of mesh that transfer ink or other printable materials which can be pressed through the mesh as a sharp-edged image onto a substrate. A fill blade or squeegee is moved across the screen stencil, forcing or pumping ink into the mesh openings for transfer by capillary action during the squeegee stroke.
Screen printing is also a stencil method of print making in which a design is imposed on a screen of polyester or other fine mesh, with blank areas coated with an impermeable substance. Ink is forced into the mesh openings by the fill blade or squeegee and onto the printing surface during the squeegee stroke. It is also known as silkscreen, serigraphy, and serigraph printing. A number of screens can be used to produce a multicoloured image.

A. Ink. B. Squeegee. C. Image. D. Photo-emulsion. E. Screen. F. Printed image.
Printing technique

A screen is made of a piece of mesh stretched over a frame. A stencil is formed by blocking off parts of the screen in the negative image of the design to be printed; that is, the open spaces are where the ink will appear on the substrate.
Before printing occurs, the frame and screen must undergo the pre-press process, in which an emulsion is 'scooped' across the mesh and the 'exposure unit' burns away the unnecessary emulsion leaving behind a clean area in the mesh with the identical shape as the desired image. The surface (commonly referred to as a pallet) that the substrate will be printed against is coated with a wide 'pallet tape'. This serves to protect the 'pallet' from any unwanted ink leaking through the substrate and potentially staining the 'pallet' or transferring unwanted ink onto the next substrate. Next, the screen and frame are lined with a tape. The type of tape used in for this purpose often depends upon the ink that is to be printed onto the substrate. These aggressive tapes are generally used for UV and water-based inks due to the inks' lower viscosities. The last process in the 'pre-press' is blocking out any unwanted 'pin-holes' in the emulsion. If these holes are left in the emulsion, the ink will continue through and leave unwanted marks. To block out these holes, materials such as tapes, specialty emulsions and 'block-out pens' may be used effectively.
The screen is placed atop a substrate. Ink is placed on top of the screen, and a floodbar is used to push the ink through the holes in the mesh. The operator begins with the fill bar at the rear of the screen and behind a reservoir of ink. The operator lifts the screen to prevent contact with the substrate and then using a slight amount of downward force pulls the fill bar to the front of the screen. This effectively fills the mesh openings with ink and moves the ink reservoir to the front of the screen. The operator then uses a squeegee (rubber blade) to move the mesh down to the substrate and pushes the squeegee to the rear of the screen. The ink that is in the mesh opening is pumped or squeezed by capillary action to the substrate in a controlled and prescribed amount, i.e. the wet ink deposit is proportional to the thickness of the mesh and or stencil. As the squeegee moves toward the rear of the screen the tension of the mesh pulls the mesh up away from the substrate (called snap-off) leaving the ink upon the substrate surface.
There are three common types of screenprinting presses. The 'flat-bed', 'cylinder', and the most widely used type, the 'rotary'.
Textile items printed with multi-colour designs often use a wet on wet technique, or colors dried while on the press, while graphic items are allowed to dry between colours that are then printed with another screen and often in a different color after the product is re-aligned on the press.
Most screens are ready for recoating at this stage, but sometimes screens will have to undergo a further step in the reclaiming process called dehazing. This additional step removes haze or "ghost images" left behind in the screen once the emulsion has been removed. Ghost images tend to faintly outline the open areas of previous stencils, hence the name. They are the result of ink residue trapped in the mesh, often in the knuckles of the mesh (the points where threads cross).
While the public thinks of garments in conjunction with screenprinting, the technique is used on tens of thousands of items, including decals, clock and watch faces, balloons, and many other products. The technique has even been adapted for more advanced uses, such as laying down conductors and resistors in multi-layer circuits using thin ceramic layers as the substrate.
Versatility

{kind=link}
Screenprinting is more versatile than traditional printing techniques. The surface does not have to be printed under pressure, unlike etching or lithography, and it does not have to be planar. Different inks can be used to work with a variety of materials, such as textiles, ceramics, wood, paper, glass, metal, and plastic. As a result, screenprinting is used in many different industries, including:
- Balloons
- Clothing
- Decals
- Medical devices
- Printed electronics, including circuit board printing
- Product labels
- Signs and displays
- Snowboard graphics
- Textile fabric
- Thick film technology
http://en.wikipedia.org/wiki/Screen_printing
a video demonstrating a pad printing machine printing on pens
Principles of Pad Printing
Transfer pad printing, commonly known as pad printing, is an "indirect offset gravure" printing process directly related to a process invented several hundred years ago in Europe.
It was originally used in the watchmaking industry in Switzerland to decorate watch faces. It has now developed to a point where it is one of the major methods for printing and decorating the surfaces of objects, particularly plastic.
General Industry
The founder of the Tampoprint Company in Germany built the first automatic machines used in general industry in the early 1960's. He had seen small hand operated machines that lent themselves to automation. The printing pads on these machines were made of gelatine. This was a major limiting factor in the use of the process in automatic applications. The gelatine’s lack of elasticity and susceptibility to ambient changes meant that the process did not really take off in general industry until the invention of silicone rubber transfer pads.
Pottery Industry
Before this time the Pottery Industry in Stoke on Trent had been using the same process for decorating their ceramic ware. It was generally single colour work on both flatware (plates, saucers, etc) and hollowware (cups, jugs, etc). The process was faster than applying transfers was but limited to one colour. Originally the transfer pads used by the potteries were made from an inflated pig's bladder. This was then replaced by gelatine. These pads were much bigger than those used in general industry, as they had to cover the area of a dinner plate.
The original flatware machines were developed in the late 1940's, and it was not until the 1960's that the hollowware machines were produced. These used a rotary pad and cylinder. The printing plates were hand engraved onto copper and then chromium plated. The depth of engraving was varied to give different densities of colour. Inks were thermoplastic; that is, in normal ambient conditions they were wax like and had to be heated up for printing. This meant that the ink trough, plate and sometimes the pad were kept at a temperature of approximately 60o centigrade. The very nature of the process meant that high levels of skills were required to maintain constant production.
The next change in the potteries came when etched steel plates that had been developed for use in general industry were used. At the same time silicone pads took over from gelatine and inks were formulated that also used solvent evaporation to enable the transfer mechanism. At the same time the ability to use four colour process to print onto ceramics was achieved.
Principles
The main elements of the Pad Printing process are:
- Printing plate
- The ink
- Silicone rubber printing pad
- Doctor blade or ink cup
- Machine



The image to be printed is created on the printing plate, normally by chemical etching. The plate is generally steel or a photopolymer material. There are other materials and methods of image creation that will be discussed later. Etch depth is approximately 25-30 microns. The thickness of the dried ink film varies between 2 and 20 microns. Compared to screen printing this is a thin film process.
The etching is filled with ink; the action of the silicone rubber printing pad picks up ink from the etching and transfers it to the object to be printed. Filling the etched portion of the plate can be done in various ways, but the mechanism of picking up the ink from the etched portion of the plate and transferring it to the object to be printed is always the same in conventional pad printing machines.
Pad printing inks contain solvents. The evaporation of the solvents from the ink is the main mechanism that enables the process to operate. When the ink is contained within the etched image area this evaporation of solvents causes the surface of the ink to become tacky. The shape of the pad is such that when it compresses on the plate the printing surface of the pad rolls across the plate, as it does so it comes into contact with the tacky surface of the ink. The ink sticks to the pad, as the pad lifts the printing surface rolls away from the plate and lifts up ink from the etching.
Whilst the pad moves towards the object to be printed the solvent continues to evaporate from the ink on the pad, and the outside surface of the ink becomes tacky. As the pad makes contact with the object and compresses the print surface of the pad rolls across the object and the tacky surface of the ink attaches itself to the surface of the object. The pad then lifts and the printing surface of the pad rolls away from the surface of the object and releases the ink leaving it laying on the surface. Whilst this is happening the etched portion of the plate is recharged with ink, and the pad returns to pick up another image from the plate.
The rolling motion of the pad caused by its shape is important as it squeezes out the air over the plate and the ink surface. The pad surface must come in direct contact with the surface of the ink in order to pick it up and so carry it to the component
A whole range of variables that will be examined through this manual can effect Pad Printing. Etch depth, ink condition, ambient conditions, pad shape surface finish and hardness and machine speed are the key factors. It is sometimes necessary to print an item twice or more to achieve the density of colour that is required.
Conventional pad printing machines are divided into three families.
Three Types of Pad Printing Machines
Open Ink Trough
One is known as the open ink trough, where the ink is held open to the atmosphere in a trough either behind the plate or around the plate.
Closed Cup
The other system known as 'closed cup', contains the ink in an inverted cup with its opening in contact with the plate. Being enclosed in the cup inhibits the evaporation of solvent from the ink. Other than the containment of ink both systems have the same operation.
Rotary System
The development of rotary systems stems directly from gravure printing. This system uses a rotary drum type silicone pad in conjunction with a steel cylindrical plate. The ink is either held in an open trough type system or is pumped from a sealed tank. The sealed tank normally has ink viscosity controls.
It is highly suitable for cylindrical parts and also for continuous flat printing.
The silicone rubber pad is a very flexible material; it is this characteristic that makes the process unique. The pad can form itself onto an object with an uneven surface.
http://www.pdsinternational.com/printing_information/processes/pad_printing.php
http://www.packmark.com.au/Pad%20Printing/default.htm
http://www.packmark.com.au/Pad%20Printing/default.htm
Nice introduction on the design n production.
ReplyDeleteFree sample forms
You know your projects stand out of the herd. There is something special about them. It seems to me all of them are really brilliant!
ReplyDeletethermal oxidizer